Artificial intelligence (AI), the Fourth Industrial Revolution (4IR), a more predictive environment. These aren’t just buzzwords, but key technological advancements and features on everyone’s wish list as companies fight to digitize and modernize their organizations.
And with good reason – a truly predictive environment can transform a manufacturing organization, unlocking intelligence that can be used to streamline processes, enhance the technician experience, reduce waste and maximize efficiency. What’s more, with a bevvy of sensors and networks across the operating environment, manufacturing organizations are particularly well-suited to this kind of transformation.
But creating such an environment is no easy task, and AI isn’t a magical technology that you can buy and suddenly achieve a digital environment. On the contrary, AI is only as strong as the data that informs it and the team that uses it. This is something that a lot of businesses don’t consider, and something that must be acknowledged to succeed.
The Broader Context: AI and IoT
What Is Artificial Intelligence (AI)?
Artificial intelligence (AI), as the name implies, refers to any machine that displays intelligence. AI-capable machines, by extension, are those that can perform tasks that would have previously been thought to require human intelligence.
And we see AI in action every day: voice recognition, face recognition, natural language processing, smart automations, complex analytics and predictions – these are all examples of AI.
In manufacturing, in particular, it’s clear that AI technologies can be a game-changer at every level of the value chain, leading to measurable benefits like:
- Reduced downtime
- 24/7 production, which can lead to greater efficiency and productivity
- Improved quality control
- Enhanced safety
- Actionable data-driven insight
- Increased consumer demand of more personalized or higher quality products and services
All of this, in turn, can translate to big money. In fact, a 2017 PwC analysis showed that global economic output, as measured by gross domestic product (GDP), could be 14% higher in 2030 than baseline projections of $114 trillion, as a result of the expected growth of AI. This translates to an additional $15.7 trillion.
And the big players are recognizing this potential. At the 2019 Global Manufacturing and Industrialization Summit (GMIS) in Russia, participating experts stressed how the manufacturing sector could harness AI and Fourth Industrial Revolution (4IR) technology to drive development and shape the industry over the next several years. The overarching message? Get on board or get left behind.
Transformation in Manufacturing Today
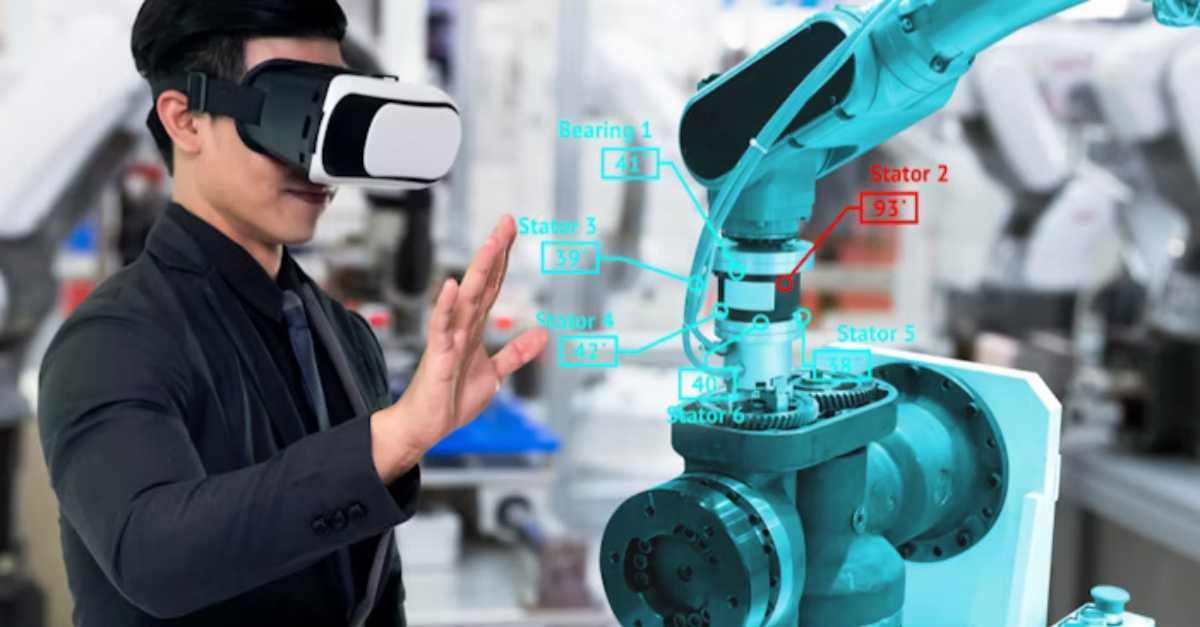
For this reason, many manufacturing plants are trying to incorporate AI and IoT into their organizations in some capacity – and the most forward-thinking and well-funded are working to use this tech to create a more predictive environment.
And in the wake of COVID-19, this has become a have-to-have as organizations aim to thrive in a multi-site, remote environment.
So, what does AI in manufacturing look like? Well, it generally centers around:
- Machine learning: With machine learning, code and algorithms are used to read data and recognize patterns without needing to be explicitly programmed
- Autonomous objects: These are robots, vehicles, machines – things that can handle a task that used to require a human
- Deep learning: This is the advanced machine learning that uses neural networks to analyze and interpret data
And these technologies can be incorporated into all stages of manufacturing operations to enhance the technical experience, allow for broader insight and to streamline operations. Specifically, AI can be used in:
- Demand planning: Manufacturing operations can often have issues with supply and demand, particularly in the face of unexpected breakdowns, difficulty finding parts or lackluster insights. AI can help by decreasing stock issues, maximizing parts availability and helping organizations understand broader demand patterns
- Production: Overall TAKT time – or time it takes to assemble an item – can be reduced using AI. This can maximize production efficiency and shorten time to market
- Safety: Artificial intelligence can help organizations identify risk factors, automate safety procedures, streamline repairs and facilitate safety training
- Inventory management: Intelligent tools can help with inventory management, helping to minimize lost inventory, over-ordering and other common concerns
- Maintenance: AI-powered tools, like a robust CMMS system, can enable preventive maintenance practices, thereby decreasing asset failure and unplanned downtime
- Quality control: AI can help hugely with quality control and product uniformity, particularly with the help of image and sensor-based processes
- Process control: The right tools can help organizations executive effective preventive processes. This, in turn, can improve consistency, maximize production levels and increase overall ROI
- Energy management: AI can optimize energy expenditure, increasing sustainability and reducing unnecessary costs
- R&D: When it comes to R&D and product development, AI can help organizations better understand their customers, validate functionalities, reduce test times and more
What’s more, these strategies are proven to work. That’s why 25% of companies in the US and 26% of companies in the UK are incorporating AI – and the rest of the world is sure to follow.
But it’s not easy – and AI is certainly not a magic wand. On the contrary, AI implementation is time-consuming, complex and costly, and getting it right requires a comprehensive, systematic strategy. Here’s how to get it right.
What You Need for AI to Work
To successfully implement AI, you need to have the right foundation – otherwise, you’ll face frustrated team members, low ROI and a failed implementation. Your foundation should include:
Strong Data
AI is not a cure-all or a set-it-and-forget-it thing. That’s because, at its most basic, AI can’t even tell you what’s going on without proper guidance. It just sees patterns based on the algorithms you set – so the most important first step is to have strong data to inform that AI and allow it to show helpful patterns. This requires reliable data acquisition, management and governance.
In the manufacturing context, this usually starts with sensor data collected from equipment on the factory floor. And the sheer quantity of data can be overwhelming, which is why many organizations are building “data lakes” to house their raw data.
Importantly, though, it’s not just about collecting all the data you’ll need. It’s also about organizing it and effectively mapping your data objects, defining your metrics, monitoring your performance data and creating an overarching data management system.
In short, your data management should include:
- Comprehensive, connected data that exists as a single source of truth
- Extraction of unstructured data
- External data sources and services
- Real-time data processing
- Data quality handling
The Right Company Culture
In one survey about AI and barriers to implementation, 22% of respondents noted that organizational culture was a barrier, and 16% cited concerns about job security as a concern.
Without the right company culture and high adoption of your AI tools, any digitization effort you make is destined to fail. To this end, there are a couple of important things to keep in mind here:
Your Digital Maturity
PwC puts a company’s digital maturity into four categories: digital novices, digital followers, digital innovators and digital champions.
What’s more, they found that 69% of digital champions have implemented, piloted or plan to use AI within their business, compared to 10% of digital novices. In short, where you are on your digital journey will certainly impact what kind of AI you implement, as well as the success of your efforts.
If you find that you’re a digital novice, but you’re looking to build a more data-driven culture, you must:
- Switch to a data-driven decision-making model
- Use analytic tools to inform processes and decisions
- Be willing to experiment and fail
- Democratize your data
- Engage in knowledge exchange and collaboration
- Allow for agile development
And working toward this kind of culture is one of the biggest trends you’ll see in 2021 and beyond.
Relatively Straightforward Implementation
As we mentioned, it’s important to be clear about the type of AI you’re going for and what you want AI to accomplish in your business. Again, a fully autonomous AI environment is not feasible – or even beneficial – for all organizations. There are four types of AI to consider here:
- Assisted intelligence: The simplest form of AI, assisted intelligence simply helps humans make decisions or take actions. These systems are hardwired and they do not learn from their interactions
- Augmented intelligence: Like assisted intelligence systems, automated intelligence systems help people make decisions. Unlike assisted systems, though, augmented intelligence is adaptive, meaning that augmented systems continuously learn from their environment and interactions
- Automations: Automations, as the name implies, automate manual and cognitive tasks, taking humans out of the look altogether. There is no innovation here – these tools simply automate previously manual and time-consuming tasks
- Autonomous intelligence: The most advanced form of AI, autonomous intelligence can adapt to situations, learn and function without human assistance
Companies that are just starting to implement AI should start with assisted intelligence — that’s integrated with legacy IT systems and industrial IIoT — and work their way up. This will not only streamline the process but also help with bottom-to-top process overhaul while maximizing adoption.
Clear Business Value
Manufacturers should focus their efforts on the places where AI can add the most value and then drive those solutions to scale. This can help prove the ROI of AI efforts and quell any concerns with this change in tools and processes. To this end, start by:
- Identifying and prioritizing where AI can help with core business use cases
- Looking at the benefits from a multi-departmental lens
- Using your existing data to inform decisions and strategies
A Skilled Team
If your team doesn’t have AI know-how backed by standardized processes, you won’t be able to implement and maintain AI solutions at scale. Ideally, your AI skills and structure should include:
- Data scientists
- IT specialists
- Key advisors
- A chief data officer
- Analytics experts
- UX designers
- A central data repository
- User-Friendly Solutions
For the people that aren’t data experts – but still need to use your solutions – it's important to maximize visibility, transparency and ease-of-use surrounding your AI solutions. This can not only help scale solutions but also simplify adoption efforts.
This will necessarily require that your business-critical tools, like your CMMS and EDMS systems, are connected and sharing important information. This will bring AI solutions into the day-to-day lives of your technicians, plant managers and other key employees.
The Right Tools
Finally, you need the right systems, which should include:
- Centralized data platforms
- Machine learning and AI capabilities
- A user-friendly user interface
- Big data architecture
- Open-source tools
- Cloud capabilities
AI in Action – Use Cases That Show How to Get it Right

Here are some use cases that show how AI can really be implemented in manufacturing.
Intelligent Maintenance
A form of assisted intelligence, “smart” maintenance of assets is low hanging fruit when it comes to AI adoption in the manufacturing space. That said, even though it’s fairly straightforward, this kind of AI adoption can lead to many benefits, including lower downtime, lower maintenance costs and increased productivity. It can also help teams:
- Predict when an asset will fail and recommend condition-based maintenance accordingly
- Analyze root causes of machine breakdowns to prevent excessive downtime in the future
- Maximize overall equipment effectiveness by ensuring you have the right alerts at the right time
The power of this approach can be seen in the following example from Capgemini:
“A leading automotive manufacturer that was struggling to reduce machine stoppages and minimize production losses. It wanted to identify machines and production lines in advance where faults are likely to occur, jeopardizing sales and final deliveries to customers. With an AI-enabled predictive maintenance solution, it was able to accurately identify machines and lines that were most likely to fail and take proactive remedial action.
In a month where significant failures were anticipated, intelligent maintenance allowed 300 additional cars to be produced. This was in addition to the output that might otherwise have been lost because of downtime and maintenance.”
Quality Control
Similarly, analyzing process parameters can help you predict and prevent possible quality issues. This can be accomplish using on-floor high-resolution cameras, which can visually inspect the line and capture trends that you may not otherwise have noticed. This can not only increase efficiency but also cut time of in-person inspections and help with strict compliance regulations in certain industries.
A case in point is Audi, which, “installed an image recognition system based on deep learning at its Ingolstadt press shop. Several cameras installed directly in the presses capture images of pressed sheet metal. The images are then analyzed by the AI system to identify even the finest cracks on the metal sheets. The system was trained using several million test images, drawn from presses in Audi’s Ingolstadt plant and several other Volkswagen plants. This helped achieve a very high accuracy,” and address quality concerns proactively.
Demand Planning
AI can also be used to predict changes in consumer demand which, in turn, can help organizations:
- Change their production schedules
- Streamline the procurement of raw materials
- Improve forecasting
- Reduce inventory
- Improve quality of service
- Improve interdepartmental planning
For manufacturer Danone, this kind of improved efficiency allowed them to, “meet demand from product promotions and achieve its target service levels for channel or store-level inventories. The system led to a 20% reduction in forecast error, a 30% reduction in lost sales, a 30% reduction in product obsolescence, and a 50% reduction in demand planners’ workload.”
Final Thoughts: AI Is a Key Component of Modern Digital Transformation
These examples only scratch the surface of how AI can be used in a manufacturing context and the role that operational AI will play in future digital transformation efforts.
That said, one thing that is clear is that AI is quickly becoming a have-to-have in the maintenance space, particularly as companies look to scale, meet rising customer expectations and beat the competition.
Want to learn more about how to implement AI and make it a success in your business? Reach out to one of our experts today.